FAQ痛点
“石墨加工,说简单也简单,说难也难。我们整理了客户咨询频率最高的十几个问题,涵盖材料、工艺、精度、交期、售后——不求面面俱到,只求每一问都能切中要害。
石墨材料
信瑞达拥有年产能5000吨的石墨生产基地,自有全链条生产线,设备:磨机/混捏等,采用先进生产工艺,可生产密度1.70-1.95g/cm³,尺寸直径Φ50-1500mm毫米等规格的等静压/模压石墨材料,性能优异,满足高温烧结、锂电、光伏、核工业、航空、航天、铸造、真空炉、化工等不同行业需求。
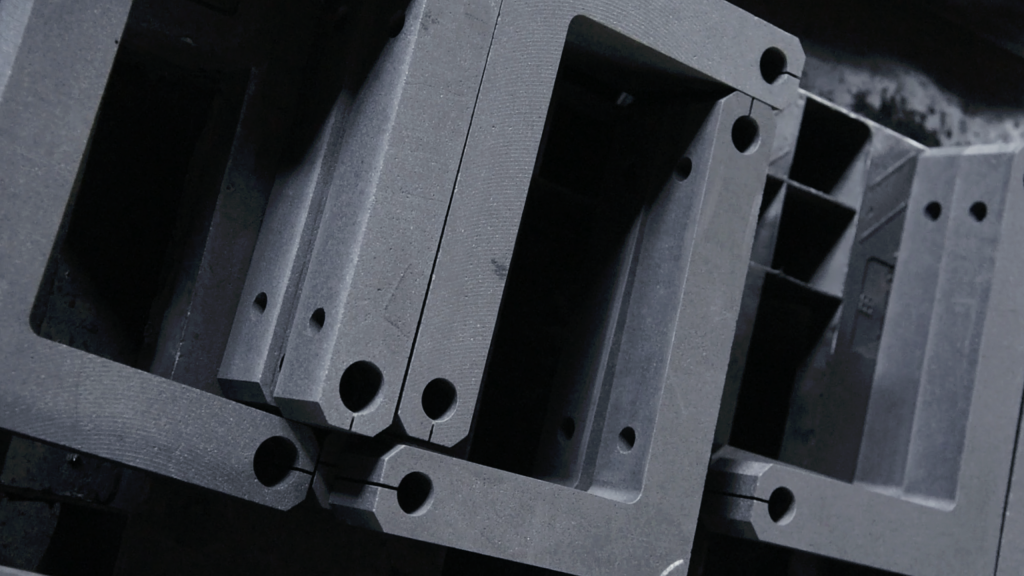
石墨加工
300+台智能化设备,9+人的工艺团队,10+人的专业质检团队,及完善的质量管理体系,确保石墨制品的质量稳定及时交付。
自主研发石墨材料,自主批量化材料,和外部厂家材料,这些多样化的选择,及最高可达0.01毫米的石墨制品加工精度,使我们能最大限度提供定制化加工服务。

研发材料
配比优化-客户实验反馈-优化迭代
能快速提供石墨材料解决方案,从研发、生产到成品试样是我们的核心竞争力。并采用"配比优化—客户实验反馈——快速优化迭代”的模式,解决客户石墨材料特殊参数的定制化需求。
FAQ
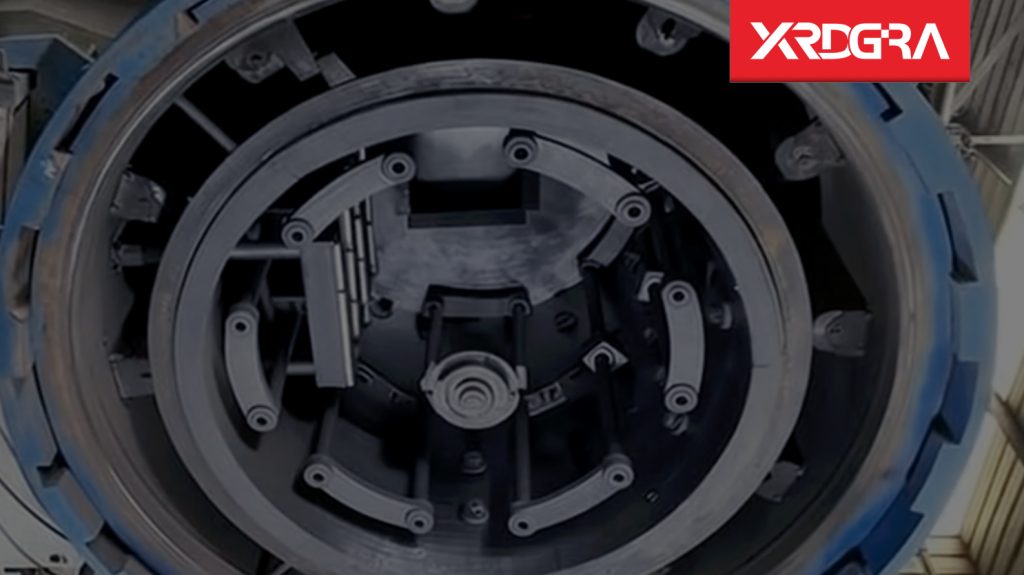
为什么真空炉石墨件损耗表面看像材料问题,最后结论都指向配合偏差?
真空炉里的石墨件是组合件——发热体、支撑件、导电件、连接件是配套工作的。当出现局部烧蚀、连接点先坏、一侧开裂时,常常不是因为石墨本体的密度、强度、电阻率不合格,而是因为尺寸、接触、电阻这三类配合要素没有同时校准。
配合偏差会直接导致:
1. 接触面平面度不足 → 电流集中在局部,局部烧蚀;
2. 支撑位置与发热体热膨胀不匹配 → 局部应力集中,引发开裂;
3. 接触电阻分布不均 → 局部电流密度过高,温度率先超标,从外观看就像"材料不耐温"。
因此在评估真空炉石墨件损耗时,建议先排查配合关系(接触、尺寸、电阻),再判断是否需要更换单件材料。信瑞达石墨在出厂前会做配装和匹配测试,把组合误差在出厂前消掉,是真空炉长期稳定运行的关键。
你们是怎么控制真空炉石墨件配合性的?
我们在出厂前会做三件事:
1. 尺寸链校准,确保装配后无局部应力点;
2. 接触面贴合度与紧固力矩对称检查,避免单边接触;
3. 多支路接触电阻匹配,确保电流分布均匀。
然后会做一次整套装配后的运行模拟,把组合误差提前消掉再交付。私信可以领取《真空炉或高温炉石墨件损耗原因对照表》,对照自查一遍。
石墨件纯度和密度都合格,为什么还是会剥落?
纯度和密度合格不代表孔隙率也合格。烧结时物料蒸气沿孔隙渗入石墨内部,降温固化后导致内部膨胀和微裂纹,时间长了表面就会剥落。选型时要看纯、密、实三个指标,孔隙率和孔径同样关键。信瑞达石墨在出厂前会对孔隙率和孔径做参数检测确认。
采购高强度石墨,损耗还是很快,是不是方向选错了?
高强度石墨确实能提升单件寿命,但真空炉里石墨件是组合件工作,单件合格不等于整套合格。如果配合性没控制好,再好的材料也会提前出问题。建议把尺寸、接触、电阻这三项一起校准,再判断是材料问题还是配合问题。
我们的石墨件用了不到一个周期就出现局部烧蚀,是不是石墨质量不行?
不一定。真空炉里石墨件局部烧蚀,更多时候不是材料问题,而是配合性没控制好。常见原因有三个:连接面接触不均、支撑位置和发热体热膨胀不匹配、多支路接触电阻不一致。建议先把这三项配合关系排查一遍,再判断是否需要更换单件。我们信瑞达石墨出厂前都会做配装和匹配测试,能帮你提前消掉组合误差。
石墨件老是从一侧先开裂,材料检测又合格,是为什么?
一侧先开裂,材料检测合格,问题大概率出在配合上。一侧先开裂通常是因为支撑位置和发热体热膨胀不一致,或者紧固力矩不对称,导致局部应力集中。可以先检查支撑结构与发热体的热膨胀预留量,以及装配时的力矩是否对称。
真空炉石墨件连接点总是先坏,是什么导致的?
连接点先坏,多半是接触不均。连接面平面度不够,电流只走一小块,那一小块温度先上去就烧蚀了。建议做一次连接面贴合度检测,同时检查紧固力矩是否一致。我们信瑞达在出厂前会做整套配装和匹配测试,能避免这种问题。
高温炉石墨件寿命短,纯度和密度都合格,还有什么指标需要关注?
还需要关注**孔隙率和孔径**。
烧结时,物料在高温下气化变成活性蒸气,沿石墨表面的微小孔隙渗入内部。降温后蒸气固化,导致石墨内部膨胀和微裂纹,逐步发展为表面剥落。孔隙率越高、孔径越大,蒸气渗入越深,寿命越短。
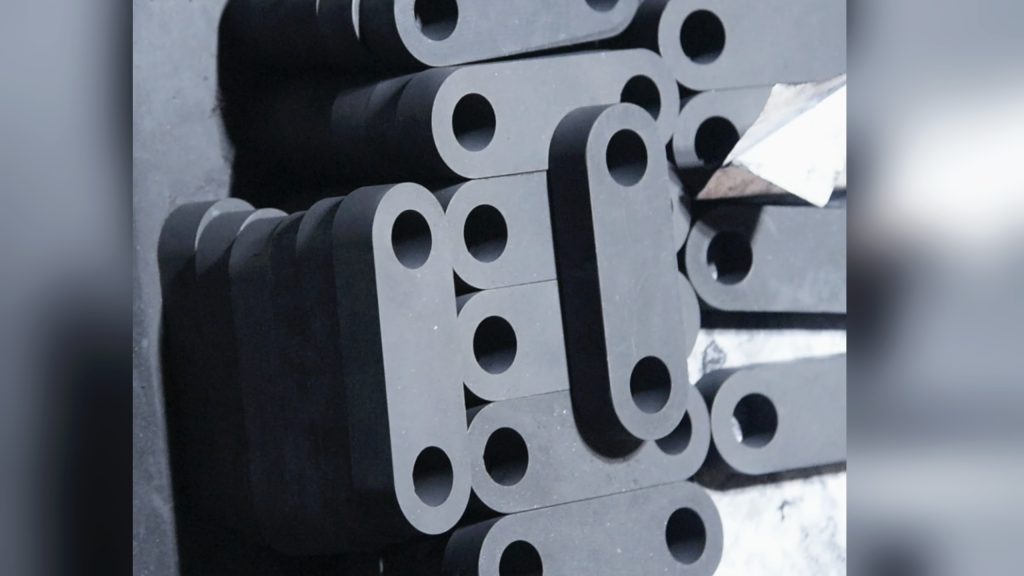
选型原则:**同等纯度比密度,同等密度比孔隙**。加热器、隔热屏、坩埚——以及石墨发热体、石墨联板等真空炉、高温烧结炉配件,核心看三个字——纯、密、实。
信瑞达石墨在 30 年的石墨制品研发加工经验中,出厂前会对关键参数进行检测确认。选型时建议与供应商充分沟通实际工况——不同炉型、不同工艺对石墨件的要求差异很大,按工况匹配材料方案才能真正发挥性能。在常规生产条件下,交付产品的孔隙率和结构致密度会经过检测确认。